





Sales hot line ( 24 hours service): 18037961302
E-Mail: firstfurnace@gmail.com
whatsapp:+8618037961302
Adress: Luoxin Industrial Park, Luoyang, HenanLarge AC Motors Terminal Rings
Medium-frequency welding of mo
Medium-Frequency Brazing Equip
Integral Brazing Process for t
Online Heating Equipment for T
Online Heating Equipment for A
Aluminum ingot heating equipme
Welding Equipment for Traction
Fully Digital Medium Frequency
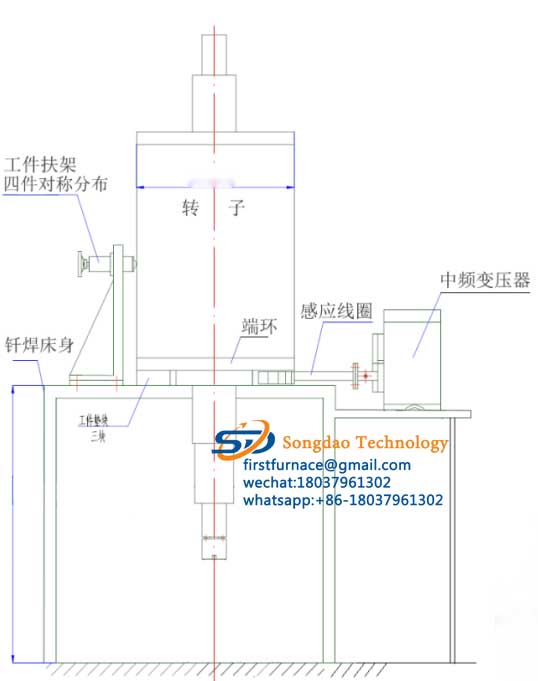
Motor rotor end ring brazing e
Brazing equipment for hydro ge
Generator rod induction brazin
Hydropower generator stator ba
Large diameter steel pipe quen
Piston rod quenching and tempe
Grinding rod quenching and tem

Upper discharge hydrogen high temperature sintering furnace

First, the composition of the sintering furnace
The working mode of the sintering furnace is intermittent operation of the lower charging. The sintering furnace is mainly composed of a thyristor intermediate frequency power supply, a hydrogen sintering furnace (tank, refractory material, molybdenum crucible, etc.) and an automatic temperature control system.

1. The thyristor intermediate frequency power supply consists of KGPS-250/2.5 250KW 2.5KHz power supply cabinet, electric heating capacitor cabinet, connecting copper bars and engine mechanism;
2. The sintering furnace is composed of a tank body, an inductor, an alumina, a zirconia refractory material, a tungsten crucible, an open return water tank, a hydrogen/nitrogen flow regulating valve control board, a gantry, a lower loading mechanism, and a removal rail;
3. The temperature automatic control system is measured by the Wre5-26 thermocouple and fiber optic sensor, controlled by a temperature regulator, and the temperature is recorded by a paperless recorder. The entire control system is mounted on a vertical operating console for control.
Second, the main technical indicators
1. Inner diameter: φ380 (inside diameter) × 600
2, intrinsic material: sintered tungsten or sprayed tungsten
3. Sintering maximum temperature: 2300 °C
4, temperature control accuracy: ± 10 ° C
5, the working temperature rise of the shell: less than 50 ° C
6, working frequency: 2500Hz
7. Automatic temperature measurement, control, display, automatic recording and storage.
8. The hydrogen protection in the furnace, the flow rate can be adjusted, and the outlet is equipped with slag discharge.
9, hydrogen consumption: 2 cubic meters / hour
10, with overcurrent, overvoltage, phase loss, water pressure, over temperature, power failure protection
11. The loading and unloading mechanism runs smoothly up and down. When loading a workpiece with a height of 1000mm, the highest point swing is no more than 5mm.
12. The maximum speed of the furnace is 15mm/sec, and the loading speed of the loading platform is 45mm/sec.
13. Number of sintering furnaces 1 set
Third, the working process of the sintering furnace:
The workpiece is placed on the tray, and the geared motor drives the tray to move along the removal rail to the lower center position of the tank through the screw, and connects the tray and the lifting mechanism through the positioning pin, and then the brake motor is started, and the two are driven by the gear worm reducer and the steering box. The root screw, the tray is raised upward, and the cone of the tank is connected to the tank body; after the connection is completed, the hydrogen filling and the blasting test are performed. After the heating is completed, the step of the workpiece exiting the tank is opposite to the rising. The motor drives the tray to move downward, and the tray is disconnected from the lifting mechanism afterwards, and the transverse motor drives the tray to move along the guide rail, and the whole work is completed.
Fourth, Lifting and removing mechanisms:
Lifting and removing mechanisms use mechanical lifting mechanisms,
4.1 Mechanical lifting and removal mechanism:
The mechanism consists of four supporting columns, four guiding columns and guide sleeves, a gear worm gear reducer, a lead screw, a steering box, a brake motor, a tray, and a working platform.
4.1.1 The lifting mechanism is equipped with a tray, and the brake motor drives the two screws to rotate through the gear worm reducer. The guide sleeve on the screw is connected with the tray to move the tray up and down to achieve the function of loading and unloading.
4.1.2 In order to reduce the impact of the tray during the connection with the tank, a spring buffer structure, a limit switch and a frequency conversion speed regulating mechanism are added in the design;
4.1.3 In order to ensure the smooth progress of the pallet rise and fall, four guide columns and guide bushes are designed in the mechanism, and the guide posts are supported by the four directions, so that the tray can rise and fall more smoothly;
4.1.4 After the tray is lowered to the ground, manually pull out the connecting pin on the tray and the lifting mechanism, and the tray falls onto the removal platform. At this time, the tray is pulled down and pushed by the control of the motor by using the rail mounted horizontally on the ground. Loading and unloading;
4.1.5 The removal of the pallet adopts the motor to drive the screw to move smoothly on the guide rail, and the limit switch is installed on the guide rail to control the moving position of the pallet;
4.1.6 The input and discharge system adopts frequency conversion speed regulation.
4.1.7 The lower flange of the tray is equipped with a silicone rubber sealing ring. When the tray is raised to the uppermost end, it is sealed by a silicone rubber sealing ring. At this time, the self-locking bolts are tightened to prevent air leakage during temperature rise, and the tray flange can be prevented from opening due to malfunction at high temperatures.
4.1.8 Place zirconia and corundum refractory bricks on the tray. The refractory bricks and the upper plate of the tray have air passages to effectively discharge the air.
4.1.9 The zirconia and corundum refractory bricks placed on the pallet are staggered to prevent the high temperature inside the furnace from directly radiating onto the tray.
Fifth, Platform
A guardrail is arranged outside the workbench, and a step ladder and a step ladder on the top of the stove are arranged. The operation table and step ladder are made of patterned steel plate and are non-slip. A gas control box is arranged on the side of the step ladder, and a valve for controlling gas is arranged inside to switch the gas and adjust the flow rate. The gantry is made detachable and separated along the diameter direction of the furnace body, and then the furnace body is placed in position, and then Close the stand and fasten it with bolts.
Hydrogen / nitrogen flow control valve control panel see left
Sixth, heating body
This time, the sintered or sprayed tungsten-rhenium heating element is used to heat the molybdenum crucible by induction heating, and then the material to be heated is heated.
Seventh, refractory materials
The refractory between the inductor and the tungsten crucible consists of aluminum oxide and zirconium oxide. Since the inner layer is close to the tungsten crucible and the temperature is high, the zirconia having a refractoriness of 2600 ° C is selected as the refractory material. Since the outer layer has the heat insulating effect of zirconia as the refractory material and the temperature is lower, the aluminum oxide having a lower refractoriness and a melting point of 2050 ° C can be used as the refractory material. In this way, both the fire and heat insulation effect can be achieved, and the cost of the sintering furnace can be appropriately reduced.
Now we have calculated and used the experiment, we have thickened the thickness of the selected refractory materials (zirconium brick and aluminum brick) (zirconium brick thickness 40mm, aluminum brick thickness 30mm), so that the energy loss can be moderately reduced. The principle is: After we have used our customer's sintering furnace maintenance return visit, we found that the maximum power required for the sintering temperature increase is in the high temperature zone, mainly because the heat loss in the high temperature zone is the largest. Most of the power is called heat loss. Now we thicken the thickness of the refractory material. Although the cost of the sintering furnace has increased, it can save a lot of energy consumption, which is absolutely cost-effective in the long run. Correspondingly, our intermediate frequency power supply can be relatively small, and only 250KW is enough.


Large AC Motors Terminal Rings Medium-fr
Electric Motor Rotor Bars and End Rings

Medium-frequency welding of motor rotors

Medium-Frequency Brazing Equipment

Integral Brazing Process for the Rotor E

Online Heating Equipment for Trapezoidal

Online Heating Equipment for Aluminum In

Aluminum ingot heating equipment

Welding Equipment for Traction Motor Rot

Fully Digital Medium Frequency Welding E

Motor rotor end ring brazing equipment

Motor Rotor Guide Bar Welding Heating Eq

Brazing equipment for hydro generator co

Generator rod induction brazing equipmen

Hydropower generator stator bar brazing

Iron induction furnace

Aluminum melting furnace

Copper melting furnace

Small steel melting furnace

Small induction melting furnace

Induction iron furnace

3T intermediate frequency iron melting f

0.25T Intermediate Frequency Furnace

0.5T Intermediate Frequency Furnace

Medium Frequency Furnace

2T Induction Melting Furnace

1T Induction Melting Furnace

500kg Induction Melting Furnace

250kg Induction Melting Furnace

Induction Melting Furnace

3 T Induction Melting Furnace

5T Induction Melting Furnace