





Sales hot line ( 24 hours service): 18037961302
E-Mail: firstfurnace@gmail.com
whatsapp:+8618037961302
Adress: Luoxin Industrial Park, Luoyang, HenanLarge AC Motors Terminal Rings
Medium-frequency welding of mo
Medium-Frequency Brazing Equip
Integral Brazing Process for t
Online Heating Equipment for T
Online Heating Equipment for A
Aluminum ingot heating equipme
Welding Equipment for Traction
Fully Digital Medium Frequency
Motor rotor end ring brazing e
Brazing equipment for hydro ge
Generator rod induction brazin
Hydropower generator stator ba
Large diameter steel pipe quen
Piston rod quenching and tempe
Grinding rod quenching and tem
Normalizing of induction heating furnace for semi-finished products
The processed semi-finished workpiece needs to be normalized. The shape and size of the workpiece are shown in Figure 12-880. The material is 20MnSi steel. The weight is 0.54kg. The required normalizing temperature is 1050Y. The productivity is 12 pieces/min, which is 388.8kg/ h
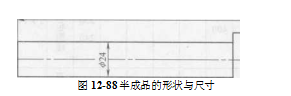
Because the work piece is of variable cross-section, the diameter of the small head is 24mm and the diameter of the big head is 41.3mm. The selected intermediate frequency power supply is 250kW and the current frequency is 2500Hz. The inductor used is a spiral cylinder, the induction coil has an inner diameter of 85mm and a length of 1800mm. It is wound with a rectangular pure copper tube of 14mm x 10mm x 2mm. The pure copper tube is not covered with an insulating layer. There is a certain gap between the turns of the coil. Air insulation, water cooling when working. The heat-resistant bushing in the induction coil is a quartz tube with an outer diameter of 60mm, an inner diameter of 50mm, and a length of 1800mm. The aluminum silicate fiber felt is lined between the quartz tube and the induction coil, the thickness of which is 12.5mm. 12 workpieces can be placed in the induction coil. There is no water-cooled guide rail. The workpieces are placed directly in the quartz tube and pushed into the material one by one. Every 5s, a workpiece is pushed in from the feed end of the sensor, and a workpiece heated to 1050°C is pushed out at the discharge end of the sensor. The terminal voltage of the inductor is 1400V, the heating time of the workpiece is 4min, and the temperature of the workpiece is basically the same, which meets the process requirements.
The characteristic of this induction heating furnace is that the terminal voltage of the induction coil is 1400V, the heat-resistant bushing is a quartz tube, and there is no water-cooled guide rail. The heating time of the workpiece is longer than theoretically calculated, which ensures the uniformity of the heating temperature of the workpiece .


Large AC Motors Terminal Rings Medium-fr
Electric Motor Rotor Bars and End Rings

Medium-frequency welding of motor rotors

Medium-Frequency Brazing Equipment

Integral Brazing Process for the Rotor E

Online Heating Equipment for Trapezoidal

Online Heating Equipment for Aluminum In

Aluminum ingot heating equipment

Welding Equipment for Traction Motor Rot

Fully Digital Medium Frequency Welding E

Motor rotor end ring brazing equipment

Motor Rotor Guide Bar Welding Heating Eq

Brazing equipment for hydro generator co

Generator rod induction brazing equipmen

Hydropower generator stator bar brazing

Iron induction furnace

Aluminum melting furnace

Copper melting furnace

Small steel melting furnace

Small induction melting furnace

Induction iron furnace

3T intermediate frequency iron melting f

0.25T Intermediate Frequency Furnace

0.5T Intermediate Frequency Furnace

Medium Frequency Furnace

2T Induction Melting Furnace

1T Induction Melting Furnace

500kg Induction Melting Furnace

250kg Induction Melting Furnace

Induction Melting Furnace

3 T Induction Melting Furnace

5T Induction Melting Furnace