





Sales hot line ( 24 hours service): 18037961302
E-Mail: firstfurnace@gmail.com
whatsapp:+8618037961302
Adress: Luoxin Industrial Park, Luoyang, HenanLarge diameter steel pipe quen
Piston rod quenching and tempe
Grinding rod quenching and tem
High frequency induction heate
Quenching equipment for machin
Round steel end heating furnac
Steel pipe heat treatment prod
Square steel quenching and tem
Sucker rod quenching and tempe
Thickened petroleum steel pipe
Round steel quenching and temp
Steel pipe quenching and tempe
Steel plate quenching and temp
Induction Hardening Machine&nb
Flywheel ring gear high freque
How does the quenching of the guide wheel induction heating furnace work?
The difference between the guide wheel and drive wheel quenching machine is that the former is a scanning quenching, while the latter is a one-time heating and quenching. Figure 8-32 shows the main part of the quenching of the guide wheel induction heating furnace. The quenching of the guide wheel induction heating furnace is generally applicable to the quenching of the driving wheel induction heating furnace, but a set of rotation device is installed on the workpiece positioning shaft, which can make the positioning shaft perform stepless speed change. When the guide wheel is quenched and heated, the left and right wheel faces and shoulders are carried out at the same time, and there is a liquid sprayer under the effective circle of the sensor. When the guide wheel is scanned and quenched to the end, there must be a transition zone for repeated heating. In order to reduce the length of the transition zone, the width of the effective part of the sensor cannot be designed too wide; in order to prevent the transition zone from being generated on a straight section, when the effective circle of the sensor is arranged on two rims, it should be separated from the front and back. distance.
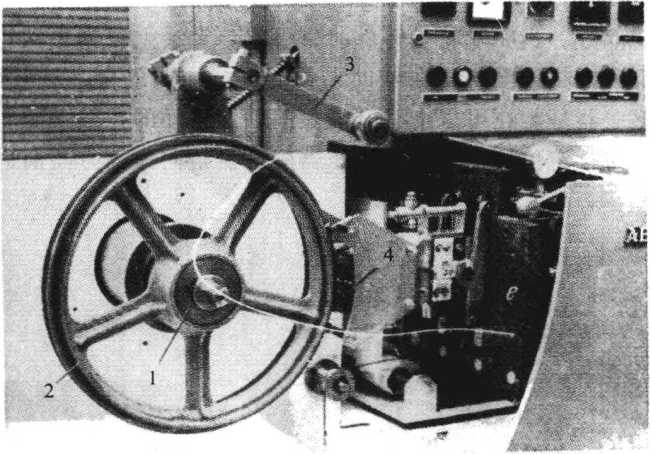
Figure 8-32 The main part of guide wheel induction heating furnace quenching
1 a workpiece support 2-guide wheel 3-indexing device (removed) 4 a double loop sensor


Iron induction furnace

Aluminum melting furnace

Copper melting furnace

Small steel melting furnace

Small induction melting furnace

Induction iron furnace

3T intermediate frequency iron melting f

0.25T Intermediate Frequency Furnace

0.5T Intermediate Frequency Furnace

Medium Frequency Furnace

2T Induction Melting Furnace

1T Induction Melting Furnace

500kg Induction Melting Furnace

250kg Induction Melting Furnace

Induction Melting Furnace

3 T Induction Melting Furnace

5T Induction Melting Furnace

1T One Belt Two Intermediate Frequency F

5T One Belt Two Intermediate Frequency F

3T One Belt Two Intermediate Frequency F

2T One Belt Two Intermediate Frequency F

5T Parallel Intermediate Frequency Furna

5T Intermediate Frequency Furnace

5T Series Intermediate Frequency Furnace

3T Series Intermediate Frequency Furnace

2T Series Intermediate Frequency Furnace

1T Series Intermediate Frequency Furnace

0.5T Series Intermediate Frequency Furna

0.25T Series Intermediate Frequency Furn

1T Parallel Intermediate Frequency Furna

2T Parallel Intermediate Frequency Furna

0.5T Parallel Intermediate Frequency Fur