





Sales hot line ( 24 hours service): 18037961302
E-Mail: firstfurnace@gmail.com
whatsapp:+8618037961302
Adress: Luoxin Industrial Park, Luoyang, HenanLarge diameter steel pipe quen
Piston rod quenching and tempe
Grinding rod quenching and tem
High frequency induction heate
Quenching equipment for machin
Round steel end heating furnac
Steel pipe heat treatment prod
Square steel quenching and tem
Sucker rod quenching and tempe
Thickened petroleum steel pipe
Round steel quenching and temp
Steel pipe quenching and tempe
Steel plate quenching and temp
Induction Hardening Machine&nb
Flywheel ring gear high freque
What is the quenching structure of the large slewing bearing raceway induction heating furnace?
Due to the large diameter of the raceway of the traditional bearing inner and outer raceways, 4 ~ 30kHz frequency converter scanning quenching is commonly used for induction hardening, and a transition zone (soft zone) of about 30mm is generally left between the quenching start and end points.
Early slewing bearing raceway quenching machine beds are often used for quenching in large gear induction heating furnaces, which can quench single teeth and scan and quench raceways. Generally, similar to vertical lathes, the gears are placed horizontally. It was later improved to a slope of 75. It is easy to operate and the quenching liquid flows away, as shown in Figure 8-48.
In order to facilitate the hardening of single teeth of gears and the quenching of raceways, a German induction heating company has developed RHM-5 type induction heating furnace quenching which can harden raceways with oblique and horizontal gears. The diameter of the workpiece can reach 6m, the weight can reach 20t.
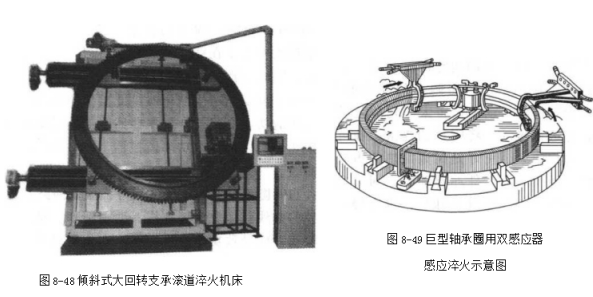
In recent years, with the development of the wind power industry, slewing bearing raceway scanning hardening without soft belt has once again become a key R&D project of induction heating companies. As early as the 1950s, the former Soviet Union proposed to use two sensors to scan in opposite directions from the starting point for giant bearing rings. Finally, the two sensors merged, and the solution was solved by spraying liquid quenching at the meeting point. The soft belt problem is shown in Figure 8-49.
At present, a new type of induction heating furnace for revolving bearing raceway quenching has been developed at home and abroad. It can connect the hardened layer end to end without soft bands. The mechanism is similar to Figure 849. The two sensors scan in opposite directions from the starting point, and the last two sensors merge. At the point of convergence, the liquid sprayer performs liquid spray quenching. However, the design of the machine tool is very clever, as shown in Figure 8-50. It is like a beam crane with two load systems. The sensors can move up and down, left and right, and the crane can move back and forth, forming a three-dimensional movement space. Therefore, it can handle raceways of different diameters and heights.
For the quenching of smaller diameter raceways, there is also a quenching machine that rotates the workpiece at high speed and heats it with more than one inductor. When all the raceway surfaces reach the quenching temperature, they are sprayed at the same time, so that no softness can be obtained. Hardened layer of belt.



Iron induction furnace

Aluminum melting furnace

Copper melting furnace

Small steel melting furnace

Small induction melting furnace

Induction iron furnace

3T intermediate frequency iron melting f

0.25T Intermediate Frequency Furnace

0.5T Intermediate Frequency Furnace

Medium Frequency Furnace

2T Induction Melting Furnace

1T Induction Melting Furnace

500kg Induction Melting Furnace

250kg Induction Melting Furnace

Induction Melting Furnace

3 T Induction Melting Furnace

5T Induction Melting Furnace

1T One Belt Two Intermediate Frequency F

5T One Belt Two Intermediate Frequency F

3T One Belt Two Intermediate Frequency F

2T One Belt Two Intermediate Frequency F

5T Parallel Intermediate Frequency Furna

5T Intermediate Frequency Furnace

5T Series Intermediate Frequency Furnace

3T Series Intermediate Frequency Furnace

2T Series Intermediate Frequency Furnace

1T Series Intermediate Frequency Furnace

0.5T Series Intermediate Frequency Furna

0.25T Series Intermediate Frequency Furn

1T Parallel Intermediate Frequency Furna

2T Parallel Intermediate Frequency Furna

0.5T Parallel Intermediate Frequency Fur